![]()
Cilt/Volume : 23
122. Sayı
|
|
İMALATTA MÜKEMMEL ALTERNATİF HAZIR BOYALI SAC TEKNOLOJİSİ
THE PERFECT ALTERNATIVE FOR SHEET METAL WORKS: PREPAINTED METAL
ÖZET
Hazır boyalı sac, imalatçılara yepyeni ufuklar açmaktadır. Boyahane kavramını kökünden kaldıran bu etkin metod, imalat sürecini kısaltarak zamandan tasarrufu da en üst düzeye çıkarmıştır. Çevre dostu hazır boyalı sac teknolojisi 80'lerden bu yana tüm dünyada ev aletleri, otomotiv, mobilya vb sektörlerde yaygın şekilde kullanılmaktadır. Bu yazı, ülkemizde uygulaması bulunmayan harika malzemeyi tanıtmak üzere derlenmiştir.
ABSTRACT
Prepainted metal lets the manufacturers face new horizons. This effective method terminates the paintline problem and shorters the manufacturing period. Prepainted metal has been used since 80’s in the appliance automotive and furniture sectors as an environment friendly technology. This paper is presented to introduce this excellent material which has not gotten any applications in Turkey yet.
GİRİŞ
İşadamları uluslararası piyasada kalite, üretkenlik ve çevre koruma rekabeti ile yüzleşmektedir. Kaplanmış sac teknolojisi, günümüzün sanayicisine yarının mamullerini ortaya koymakta yardımcı olmaktadır.
Eğer sizin malınız da sacdan imal edilip sonradan boyanıyor veya başka bir teknik ile satışa hazır hale getiriliyorsa, kaplanmış yani hazır boyalı sac kullanımını ciddi şekilde düşünmeniz menfaatiniz icabıdır. Çünkü; kaplanmış sac size daha üstün imalat, imalat prosedürünün basitleşmesi, üretkenliğin artırılması, imalatta ara operasyonların ve parça listesinin azaltılması, çevre kirliliği ile katı atık problemlerinden kurtulma, boyahane gibi masrafların kalkması ve sonuç olarak elde ettiğiniz karın artması konularında yeni ufuklar açacaktır.
Kaplanmış Sac Nedir?
En basit anlatımla kaplanmış ya da hazır boyalı sac; temizlenmiş önhazırlama işleminden geçirilmiş, tek ya da her iki yüzü boşanmış, fırınlanmış, soğutulmuş yani üzerine kaplama uygulanmış çelik veya alüminyum levhadır. Boya yerine, tek veya her iki yüzü de ince plastik film yani lamine ile kaplamak mümkündür.
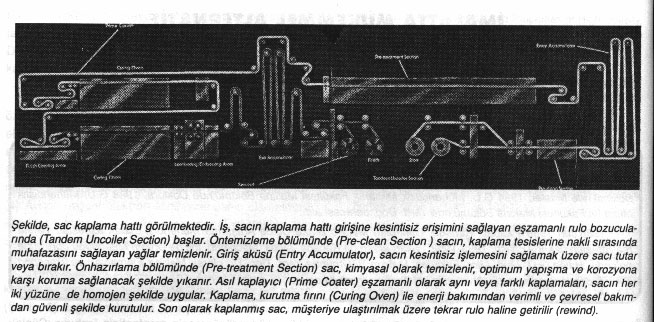
Tüm bu sayılanlar, bir tarafından ham (çıplak) metal levhanın girerek diğer tarafından kaplanmış sac olarak çıktığı, karmaşık bir dizi mekanizma, yıkayıcı ve fırının uygun şekilde düzenlenmesiyle oluşturulan bir kesintisiz kaplama hattının ürünüdür.
İşleme, kaplama ve düzeltme operasyonları boyunca ileri kontrol sistemleri, süreç değişkenlerinin tümünü denetler ve düzenler. Sonuç olarak, tepeden tırnağa homojen kaplama kalitesi elde edilmiş olur. Malzeme, müşteriye istediği ebatlarda kesilip rulo şekline getirilmiş halde veya levhalar şeklinde ulaştırılabilir. Hatta ahşap, deri vb. imitasyon desenlerin rotatif baskısının yapılması da mümkündür.
Hazır boyalı sac, kullanıcının tesislerine ulaştığında çekme, bükme, zımbalama vb şekil verme işlemlerine ilave finiş operasyonu gerektirmeyecek şekilde hazır durumdadır. Genellikle, tesiste mevcut tezgahlar ve imalat teknikleri ufak değişiklikler yapılarak hazır boyalı sac kullanımına uydurulabilir.
Kaplanmış sacın esas çekici yönü, düz bir yüzeyi temizlemenin, işlemenin ve kaplamanın, üç boyutlu (montajı yapılmış) bir parçayı işleme ve boyama prosedüründen çok daha kolay ve ucuz olması gerçeğine dayanmaktadır. Sac kaplama imalat hattı, aynı iş parçasını imal eden imalat sonrası boyama hattından, ortalama olarak sadece %5 daha fazla enerji tüketir.
Kaplanmış sacı yalnızca boyanmış bir metal levha olarak düşünmemelidir. Onu, plastik malzemenin koruyucu ve dekoratif niteliklerini, metal malzemenin mukavemet, şekillendirilebilirlik, ekonomi gibi ileri gelen karakteristik özellikleriyle kaynaştıran, büyük ve halen gelişmekte olan bir sofistike kompozit malzemeler ailesi şeklinde ele almalıdır.
Kaplanmış Sac Çok Sayıda Seçenek Sunar
Paslanmaz çelik, bakır, pirinç ve çinko sac levhalar bir kaç metal kaplama şirketi tarafından küçük miktarlarda işlem görürken, çelik ve alüminyum fazlasıyla seçenek sunar.
Demir ailesinde; soğuk çekilmiş, sıcak daldırma ile galvanizlenmiş, elektro galvanizleme yapılmış veya daha yeni bir teknik olan çok alaşımlı galvanizleme uygulanmış çelikler en fazla tercih edilenlerdir.
İnce çekilmiş mamuller, konteyner uygulamalarında kaplamaya tabi tutulur. Alüminyum uygulamaları ise, su hariç her tür içecek kutusu tabanında kullanılmak üzere geliştirilmiş magnezyum alaşımı veya yaygın yapı levhası alaşımlarına hitap eder.
Kaplama tipleri epoksilerden alkidlere, polyesterden vinillere ve akriliklere, silikonlu bileşiklerden korozyona karşı yüksek dirence sahip florokarbonlara kadar çok geniş bir yelpazeye sahiptir. Çizilmeye karşı yüksek dirençli vinil dispersiyonları (orgonasoller) ve boskısı yapılabilen sıkı yapılı plastisoller de mevcuttur.
Ahşap vb imitasyon desenlerin dekoratif film tabakaları vinil, akrilik ve florokarbon formülasyonları şeklinde bulunmaktadır. Kaplama imalat hatları, çok iyi parlatılmış ya da kaplanmış metal yüzeyleri, imalat ve nakliyeleri sırasında muhafaza edecek şerit halindeki koruyucu kaplamaların imalatında da kullanılırlar.
Bu, buzdolabı kapısı beyaz deri kaplanmış değildir. Sadece, beyaz lamine ile kaplanmış sacdan imal edilmiştir.
Hazır boyalı saclara geçiş, bu konuya yabancı bir çok sanayici için ürkütücü gelebilir. ABD'nin Iowa Eyaleti Muscatine Kenti'nde büro mobilyaları imalatıyla uğraşan HON Industries şirketinin bu alana girişi güzel bir örnektir: Şirket, şu anda yıllık 4 milyon adet satılmakta olan yeni bir dosya dolabı modeli imalatını planlayarak, düşük fiyatlı büro malzemeleri piyasasına hakim olmaya karar verir.
Kısa bir süre sonra şirket yöneticileri elde edecekleri karın çok da tatminkar olmayacağını farkederler. Bu, onları hedefledikleri rakama daha çabuk ulaştıracak bir yaklaşım arayışına iter. Yeni yaklaşım tabii ki, kendilerine bir çok yarar getiren hazır boyalı sac malzemedir.1986 yılı başlarında giriştikleri dosya dolabı projesi nihayet, sadece hazır boyalı sac ile imal edilen bu dolapların yapıldığı bir tesisin kurulmasına kadar gider. Hazır boyalı sac, imalat sonrası yapılacak boyama işlemlerine göre daha düşük yatırım gerektirdiği için şirkete büyük kolaylık sağlar. Dizayn ettikleri yeni dolapta sacları kaynak yerine sentetik yapıştırıcılarla birleştirmeyi tercih ederler. Bu safhada şirkete gerekli hammaddeyi sağlayan diğer kuruluşlar tam bir takım ruhu ile çalışırlar.
Öyleki, kullanılan yapıştırıcı punta kaynağından daha sağlam olmuştur. Bu sayede mukavemetten ödün verilmeden daha ince çelik kullanılarak rakiplere karşı kalite ve fiyat açısından üstünlük sağlanmıştır. Hazır boyalı sac, imalat sürecini de kolaylaştırmıştır. HON Industries tesislerinde boyahane, kurutma fırını, dolayısıyla bunlardan kaynaklanan atıklar yoktur. Enerji sarfiyatı ve sigorta giderleri azalmıştır. Kuruluşun şu andaki en büyük problemi 10000 ft2 alana sahip, yıllık 1 milyon adet kapasiteli tesisinde piyasanın talebine yetişecek hızda imalat yapmamasıdır. Piyasa bunun 4 katını beklemektedir. Şirket de hazır boyalı sac ile devam edecekleri ikinci bir tesis için kolları sıvamıştır.
Kaplanmış Sac İmalatçıları ile Çalışmaya BaşlanmasıDiyelim ki, mallarınızı hazır kaplanmış sac ile imal etmeyi denemeye hazırsınız ve bir sac imalatçısı ile temesa geçtiniz. Uygulanabilir boya ve kaplamalar öylesine çeşitlidir ki, sizin ihtiyacınıza hitap edecek doğru bileşimi bulup bulamayacağınızı merak edebilirsiniz. Endişeye gerek yoktur. Kaplama imalatçısı sac, boya ve yapıştırıcı tedarik eden firmalarla beraber bir uzmanlar takımı kuracaktır. Bu profesyoneller bilgi ve tecrübelerini sizin problemlerinizin üstesinden gelmek üzere birleştirecek ve en uygun kombinasyonu önünüze sereceklerdir.
Eğer mümkün ise, kaplama imalatçınızı ve diğer tedarikçi firmaları imal edeceğiniz malın tasarım sürecinin en başında bilgilendirmenizde yarar vardır. Bu sayede yanlış başlangıçların ve zaman kaybının önüne geçilmiş olur.
Mevcut bir parçayı tekrar dizayn ediyorsanız, hazır kaplamalı sacın getireceği yararları en yüksek seviyede tutmak için bir takım fedakarlıklara hazırlıklı olmanız gerekir. En çok endişe uyandıran konular; malzemenin istenilen forma sokulabilirliği, imalat sırasında ve sonrasında kaplamanın saca tutunması, tamamlanmış işin görünümü ve hizmet verirken sergileyeceği performanstır.
İstenilen forma sokulabilirlik; kaplanacak metalin alaşımına, kalınlığına, gördüğü ısıl işleme, tanecik yapısına ve yüzey durumuna; hazırlama işlemlerinin tipine ve etkinlik oranına; organik kaplamanın tipine, kalınlığına, sertliğine, yapışma etkinliğine, parlaklığına, desenine ve hatta rengine bağlıdır. Yapışma etkinliği; metal yüzeyinin tanecik yapısı, durumu ve reaksiyona girme kapasitesine; hazırlama işlemlerinin tipine, kaplanacak metalle olan bağlantısına ve kaplama ile reaksiyona girme durumuna; organik kaplamanın tipine, kalınlığına, sertliğine, parlaklığına, rengine, reaksiyona girme durumuna, ıslaklığına ve diğer özelliklerine bağlıdır. Görünüm ve hizmet verme kapasitesi; metalin tipine, tane büyüklüğüne ve yüzey durumuna hazırlama işlemlerinin tipine, kaplanacak metalle olan bağlantısına ve reaksiyona girme durumuna; kaplamanın bundan önce sözü geçen tüm özelliklerine bağlıdır.
Yukarıda bahsedilenler sıkıcı görünebilir. Fakat kaplama imalatçısının ve kurduğu uzmanlar takımının herşeyi düzene koymuş olarak ve sizin işinizi en iyi şekilde görecek bir sistemle karşınıza geleceğinden şüphe etmeden rahatınıza bakabilirsiniz.
Bunun yanısıra sizin imal edeceğiniz mal, bu malın hizmet şartları ve yine sizin imalat olanaklarınız gibi, beraber çalışacağınız kaplama imalatçısının ihtiyaç duyacağı her türlü bilgiyi kendisine sağlamakta tereddüt etmeyiniz. İmalatı planlanan mal hakkında verilmesi gereken bilgiler; imalat miktarı, mukavemet vb özellikler, tercih edilen sac malzemesi, nihai ömür tasarımıyla ilgili diğer malzeler ya da finiş işlemleri; açık veya kapalı mekanda kullanım, renk, parlaklık, desen, yüzey durumu, istenen aşınma direnci, birleştirme metodları, köşelerin keskinliği, kenarların durumu ve hedeflenen birim maliyettir. Sahip olduğunuz imalat olanakları hakkında verilmesi gereken bilgiler; sac levha işleme hattı,kesme - biçme - zımbalama ekipmanı, presler,çekme tezgahları, soğuk haddeleme ile profil imal hatları, kaynak ekipmanı, kimyasal yapıştırma ve şekil bağlı bileştirme ekipmanı, tesis içi imalat akış düzeni ve kalifiye işçi durumudur.
Kaplama imalatçısı, yaptığınız istişareler sırasında sadece ham sac, hazırlık işlemleri ve kaplama sisteminin en iyi kombinasyonları hakkında değil; tasarım, nakil teknikleri, birleştirme metodları, boşaltma - bükme - zımbalama - haddeleme vb operasyonlar için de tavsiyelerde bulunabilir.
Kaplanmış Sacın Nakli ve Stoklanması
Kullanıcı tesislerinde tanık olunan problemlerin çoğu uygunsuz nakliyat sebebiyle ortaya çıkar. İşçiler, imalatta kullanılacak malzeminin sanki boyahaneden yeni çıkmış bir parça gibi dikkatlice nakledilmesi gerektiğini bilmelidir. İdeal olarak, kaplanmış saclar temiz, kuru, ılık ve kapalı mekanlarda muhafaza edilmeli,asla açık havada stoklanmamalıdır. Rulo paket halindeki saclar, yan yüzeyleri üzerine yatırılmadan, dikey olarak ve en fazla iki tanesi üst üste gelecek şekilde yerleştirilebilir. Eğer depolama mekanı, pres işlemlerinin yapıldığı atölyeden daha soğuksa, sacların nakli en az 24 saat önceden yapılmalıdır. Nakil sistemlerinde metal silindirler üzerinde çalışan bant konveyörler ve / veya kauçuk silindirler tercih edilir. Forklift taşıyıcıların çatalları ve krenlerin kancaları, plastisol ya da benzeri yumuşak malzeme ile kaplanmalıdır. Nakil için kullanılacak kutu muhafazaların içleri halı ve diğer bir malzeme ile yumuşak hale getirilmelidir. Önemli bir nokta da, kaplanmış saca temas edecek yumuşak malzemenin sebep olacağı sürtünmenin önlenmesidir. Ham çelik için makul olan kaba nakliyat metodları, kaplanmış sacı muhakkak hasara uğratacaktır.
Kaplanmış Sacın ve Şekillendirilmesinde Kullanılacak Tezgahların Hazırlanması
Eğer, size gelen kaplanmış sacı rulo halinde alıyor ve kendi tesisinizde levha haline dönüştürmek istiyorsanız, zaten bir merdaneye sahipsiniz demektir. Miktarca yüklü bir parti için, güçlü bir merdane, rulo düzeltici ve kesici tezgaha besleyici olarak kullanılabilir. Kesme işlemi de preste halledilebilir. Daha iddiasız imalatlarda, 3 ya da 5 silindirli düzeltici ile kesme işini yürütecek bir tezgah yeterli olacaktır. Her iki durumda da, silindirlerin ve kaplamaya temas eden her şeyin boya lekelerinden arınmış, tertemiz olması sağlanmalıdır. Levha halinde kesim, haddeleme veya presleme operasyonları için, rulo sacın söz konusu tezgahlara beslenmesi büyük özen gerektirir. Besleme silindirlerinden oluşan rulo sac beşiklerinin kullanılmasından kaçınmalıdır. Bunlar finiş üzerinde hasar oluşturabilir. Rulo tutucu karşılığı olan, kendinden merkezlemeli makaralar tercih edilmelidir.
Haddeleme veya çok kademeli boşaltma-zımbalama operasyonlarında, rulo sacın otomatik yönlendirilmesini sağlamak ve buna ek olarak pres veya şekillendirme hattı önünde bir oyalama döngüsü bulundurmak iyi fikirdir.
Kaplanmış sacların tümü mükemmel değildir. Eğer kabul edilemez bozukluklar var ise, bunları tesbit etmenin doğru zamanı; sacın daha imalat hattına girmeden önce ziyaret edeceği bir kontrol istasyonundan geçer. Levhalar bir presle besleniyorsa, işleme girecek levha, üzerinde bulunduğu yığından sürüklenerek alınmamalıdır. Keskin bir köşe veya çapak, hemen altaki levhanın boyasının kazınmasına neden olabilir. Levhayı kaldırıp, yerleştirmek izlenmesi gereken yoldur. Besleme tablası, pres yatağıyla yaklaşık aynı yükseklikte olmalıdır. Tablanın yüksekliğinin ayarlanabilir olması akılda tutulmalıdır. Soğuk haddeleme ile şekillendirmede, üzerinde çapak ve kertik bulunmayan, yüzeyi çok hassas işlenmiş veya krom kaplı silindirik kalıplar kullanınız. Bükme yarıçapları en azından, kaplanacak metal ve kaplama için tavsiye edilen ile eşit olmalıdır. Boyaların çoğu 1/16 in. (=1.6 mm) yarıçapında şekillendirilebilecek kadar elastiktir. (Açık mekanlarda kullanılacak mallarda 1/8 in. tavsiye edilir.) Eğer daha ufak yarıçap gerekliyse, ilave haddeleme silindirileri kullanılmalı ve imalat hattı hızı düşük tutulmalıdır.
Şekillendirmeden hemen önce sacı ısıtmanın bir başka yolu da, besleme tablasının üzerine bir sıra kızıl ötesi ışık kaynağı koymaktır. Bu, hem metali hem de kaplamayı daha kolay şekil verilebilir hale getirecektir. Eğer aynı imalat hattından (ya da aynı zımba veya presten) çıplak çelik geçirilecekse, kaplanmış metal hatta sürülmeden önce kalıntı yağlar silinip, temizlenmelidir. Eğer stok kılavuzları kullanılacaksa, bunlar pürüzsüz olmalı, sivri-keskin ucu bulunmamalıdır.
Esas itibariyle, kaplanmış saca temas eden kalıp, silindir, kılavuz ve diğer tüm nesnelere dikkat edilmelidir. Düzenli şekilde silinmeleri gerekir. Kaplamayı zedeleyecek kesik ve çizikler kontrol edilmelidir.
Düşük parlaklığa sahip finiş yüzeyler parmak izi veya benzeri lekelere açık durumdadır. Malzemeyi korumaki çin aşınmış tablalar, kalın kraft kağıdı ile kaplanmalıdır.
Kaplama kalınlığının kaplanan sacın kalınlığına oranı, özellikle keskin bükümler gerekli ise, kaplamanın bütünlüğüne etki eder. Radüs verildiğinde kalın sac üzerinde ince kaplama, olması gerekenden fazla gerilime maruz kalır. Daha kalın kaplama, radüs boyunca yayılacak daha fazla malzemeye sahiptir. Eğer kaplanmış malzeme yüksek dereceli bir deformasyona maruz kalacak ise, iki katlı kaplama uygulanabilir. Primer kat yapışma ve korozyon direncini üstlenirken, sekonder kattan dekoratif amaçlar için maksimum yarar sağlanabilir.
Zımbalama veya derin çekmede kullanılan kalıplar pürüzsüz olmalıdır. Kalıp boşlukları, sac ve kaplamanın toplam kalınlığına uygun olacak şekilde ayarlanmalıdır. Eğer bir şekillendirme ya da kesme takımı kaplanmış yüzeye çok hızlı çarparsa, sac ve kaplama arasındaki bağı bozabilir. Kaplanmış sacın zımbalanması işleminin başarısı, büyük ölçüde zımbalama kalıplarının kalitesine bağlıdır. Bu kalıplar sertleştirilmiş çelikten ve yüzeyleri çok pürüzsüz olacak şekilde, parlatılmış olarak imal edilmelidir. Büyük açılı bükme operasyonlarında kam mekanizmalı presler, metalin geri yaylanmasını tolere ederler. Ayrıca, ayar kolaylığına da sahiptirler.
Sanılanın aksine kaplanmış sac, kaplamaya bir zarar gelmeden derin çekme işlemine tabi tutulabilir. Çok yüksek derinlik/çap oranına sahip yağ filtresi kabukları, sıradan bir işlem gibi, hazır boyalı sactan derin çekilerek imal edilmektedir. Aynı durum, hem kaplanmış çelikten hem de kaplanmış alüminyumdan derin çekme ile üretilen milyonlarca kutu için de geçerlidir. Derin çekme ıstampası ve matrisi arasındaki boşluk, çekilme alanında malzemenin serbestçe hareketi ve yerel kalınlaşmalar gözönüne alınarak, malzemenin toplam kalınlığı (sac + kaplama) artı %10 olmalıdır. Kaplama, malzemenin daha kolay akmasını sağlayacak şekilde bir yağlayıcı gibi davranır. Bu durum kırışmaya yol açabilir. O zaman, pot çemberi basıncı azaltılmalıdır.
Bükme presi ile şekillendirme de aynı şartlara dahildir. Bükme kalıpları da pürüzsüz ve parlatılmış şekilde muhafaza edilmelidir. Bu kalıplar, yüksek basınç alanlarının oluşumundan kaçınılacak şekilde tasarlanmalıdır. Pres fazla yüklenmemeli ve ıstampa asla dibe dayanmamalıdır. 180° lik bükme işlemlerinden son düzeltme işlemi dikkatlice ve tercihan, ıstampa ile kaplama arasına bir yastıklama malzemesi koyularak yapılmalıdır. Eğer yağlama gerekli ise, tam kılavuzların önünde uygulanmalı veya kendinden yağlayıcı sürtünme elamanları olan kılavuzlar kullanılmalıdır. Leke yapmayan bir yağlayıcı, malzeme üzerine serpiştirilerek uygulanmalıdır. Su bazlı yağlayıcılar, imalat bittikten sonra kolayca yıkanıp, temizlenebilir. Sacların kaplanması sırasında uygun bir yağlayıcının uygulanması da olasıdır. Hatta, bazı kaplamalar kendi bünyelerinde birtakım yağlayıcılar içerir.
Hazır Boyalı Sacların Birleştirilmesi
Sacların birleştirilmesi, kaplanmış sacın daha geniş kullanım alanı bulmasının önündeki, belki de en büyük engeldir. Bununla beraber malzeme, ark kaynağı ve lehimleme hariç tüm alışılmış birleştirme metodları kullanılarak, kendisiyle ya da diğer malzemelerle birleştirilebilir.
Genel olarak mekanik birleştirme, basitlik gibi bir avantaja sahiptir. Vida ve perçinler bu konuda en açık seçenerekler olup, piyasada boyanmış mamule uygun renkte mevcutturlar. Birleşme yerleri bazen, vida vb bağlayıcıları saklayacak şekilde dizayn edilebilir. Birçok durumda tek parçalı, kuvvet bağlı birleştirme metodu daha fazla kabul görür. Kenet ile birleştirme, görünür yüzeylerin tasarım açısından değerini azaltır (bir başka dezavantajı da potansiyel kaplanmış sac müşterisini uzaklaştırmasıdır). Çünkü; sacın kenarı kendi üzerine kıvrılarak, dalgalı bir birleşme çizgisi meydana getirir. Kenet tipleri; tek veya çift kilitli, destek elemanlı ve dikey kenettir. Kaplanmış sacın tasarım sürecinin erken safhalarında ele alındığında kenetler, köşelerden uzak kalacak şekilde konumlandırılabilir. Kenetli birleştirmeler, sızdırmazlık malzemesiyle de doldurulabilir.
Kaynak, kaplanmış sac için en çok gelecek vaad eden sektörler olan otomotiv ve elektirkli ev aletleri gibi pazarlarda tercih edilen birleştirme metodudur. Ne yazık ki kaynağın ısısı kaplamayı bozabilir. Direnç kaynağı yapılırken kaplama, elektrik akımının geçişini engelleyen bir yalıtıcı gibi iş görür. Bunlara alternatif, hazır boyalı sacların yüzeyini zedelemeden sacın arka yüzeyinden yapılan (indirekt) punta kaynağıdır.
Malzeme bağlı birleştirme, kaplanmış sacın birleştirilmesinde en geçerli metodların başında gelir. Yapıştırıcıların sağladığı avantajlar, estetik görünüm, sızdırmazlık ve yalıtım yeteneği, homojen yük dağılımı, farklı malzemenin birbirine tuturulabilmesi ve ekonomidir. Handikapları ise; sınırlı montaj hızı (fakat, 5 saniyede yapışma sağlayan kimyasallar pek yakında piyasaya çıkacaktır) ve yapıştırıcının kendi maliyetidir. Bunlara ilaveten yapıştırıcı, kaplama ve sac arasındaki bağın mukavemetine bağımlı olarak, birleştirilecek parçaların boyaları arasında da birleşme sağlamaktadır. Yapıştırıcı ile sağlanan birleşmeler çekme, basma ve kesme yükü altında gayet güçlü olmasına rağmen, ayrılma yükü altında oldukça zayıftır. Sac levha bağlantılarının, sadece çekme veya basma yükü altında dizaynı pratik değildir. En iyisi kesme yüküne göre dizayn etmektir. Bu duruma en güzel örnek, maliyet ve optimum bağ mukavemeti arasındaki en iyi uzlaşma olan bindirme birleştirmesidir. Yapıştırıcı vasıtasıyla birleştirilen parçaların, taşınabilirlik mukavemetine ulaşması biraz zaman aldığı için montaj, tam yapışma gerçekleşene kadar birleşmenin yapısının kararlılığını sağlayacak kolaylıklarla desteklenmelidir.
Karar ZamanıYukarıda anlatılanlar size, kaplanmış sac ile imalata geçişte zorluk çıkartıyor gibi göründüyse, tesisinizin boyahanesine şöyle bir gözatınız. Oradan sorumlu personelden, boyanmakta olan bir parça için tam bir boyama maliyet analizi yapmasını isteyiniz. Söz konusu maliyete atık boya, sigorta, arıtım, enerji sarfiyatı, boyama teçhizatı ve stoklanmış boyanın kapladığı mekan gibi faktörleri de eklemeyi unutmayınız.
Sonuç neredeyse kesindir: Kaplanmış sac size, önceleri olduğundan daha cazip görünmeye başlayacaktır!
Hazır Boyalı Sac Hakkında Sıkça Sorulan 9 Soru
1. Hazır boyalı sac müşterisi olabilmek için, imal ettiğimiz mallar açısından hangi şartları sağlamak gerekir?
Hazır boya endüstrisi, bir kaç inch’den 72 in. (=1829 mm) genişliğe ve 600 fpm (=182.9 m/dak) imalat hızına kadar levha kaplayabilmektedir. Bu sorunun asıl cevabı, sizin sipariş ebatlarınıza uygun imalatı bulmakla verilebilir. 10000 lbs’lik (=4530 kg) veya daha büyük rulolar halinde kaplanmış sac imalatı mevcuttur.
2. Hazır boyanın direkt maliyeti nedir?
Ham yani çıplak sac, temizleme, önhazırlama, kaplama, tesisinizin dönüşüm maliyeti, nakliyat masrafı gibi kalemleri kapsayan fatura fiyatıdır. Kaplanmış sac, şüphesizdir ki çıplak sactan pahalıdır. Fakat aradaki maliyet farkı, hazır boyanın mümkün kıldığı yüksek verimli sürekli hat imalat teknikleri, tesis dahilindeki boyahanenin kaldırılması ve geri kazanılan mekan sayesinde kapanmaktadır.
3. Hazır boyanın beraberinde getireceği yeni takım, tezgah, nakliyat teçhizatı gibi endirekt maliyetler nelerdir?
Bazı küçük takım ve nakliyat teçhizatı, hazır boyaya geçiş sırasında normal olarak değişecektir. Maliyetin, bir uygulamadan diğerine farklılık göstermesi sebebiyle yapılacak hesaplamalar, her bir durum için ayrı ayrı ele alınmalıdır.
4. Üretilen parçalar veya paneller nasıl birleştirilebilir?
Vida, dil-yuva bağlantısı ve zımbalama en çok kullanılan yöntemlerdir. Yapıştırıcı ile birleştirme, giderek daha popüler olmaktadır. Bazı hazır boyalı uygulamalar kaynaklı birleştirmeye de yatkındır.
5. Sacın kaplanmamış kenarları nasıl muhafaza edilebilir?
Bunun yolları şöyle özetlenebilir:
• Görünmeyecek şekilde büküp, saklayarak.
• Köpük, plastik parça, hazır boyalı flanş ya da çentik (yuva) içine yerleştirerek.
• Şekil verme sırasında veya hemen sonrasında şeffaf ya da renkli dolgu macunu ile kaplayarak.
• Kendi haline bırakarak. Kaplama sürecini oluşturan mükemmel temizleme, önhazırlama ve boyama işlemleri sebebiyle hazırboya, sürüldüğü yere yapışması, korozyon direnci ve montaj sırasında oluşan aşınmaya dayanıklılığı yönünden, imalat sonrası boyanan açıkta kalmış sac kenarlarına göre mukayese kabul etmez şekilde üstündür.
6. Nakliye sırasında oluşabilecek çiziklere karşı alınan tedbirler nelerdir?
Hazır boya, kendisine dokunulmasında bir mahsur olmamasına ve dayanıklılığına rağmen, nakliyat sırasında oluşabilecek çizilmelere karşı dikkatlice taşınmalıdır. Naylon muhafazalarla kaplanması mümkündür.
7. Hazır boya kullanılırken, ne gibi çevre koruma faktörleri gözönüne alınmalıdır?
Bu konuda müşteri açısından, hiç bir şekilde endişeye gerek yoktur. Kaplama üreticisi çevresel tüm sorumluluğu üstlenmiş durumdadır. Ayrıca sac kaplama işlemi, çevresel açıdan en güvenli ve enerji yönünden en verimli metal boyama uygulamasıdır.
8. Hazır boya niçin diğer toz ya da sıvı boya uygulamalarından daha iyi bir çözümdür?
Sadece hazır boya, imalat sonrası boyama sürecini ortadan kaldırmaktadır. İmalat sonrası boyama işleminin yüksek maliyetini kesmekle kalmayıp, finiş kalitesini yükseltmekte ve üretkenliği artırmaktadır.
9. Hazır boyanın şekillendirilmesi ve imalatta kullanımı hakkında biraz bilgi verir misiniz?
Sac tedarikçisi, boya tedarikçisi ve kaplama üreticisi firmalardan oluşan bir uzman ekip ihtiyaç duyduğunuz her şeyi analiz edecek, test sonuçlarına göre çözümler üretecek ve ideal çıplak sac- kaplama bileşimini size sunacaklardır.
REFERANSLAR
1. Modern Metals, September 1990, Delta Publication, NCAA
2. Automotive Engineering, May 1988, SAE Publication
3. Appliance Manufacturer, September 1987, Corcoran Publication
|
|
||||
|
Adres: |
Tel: |
(312) - 425 41 60 |
E-Posta: |
|
| Faks: |
(312) - 418 93 43 |
|||
|
|
||||
|
TÜRKİYE ÜNİVERSİTELERİ |
||||
|
ÜNİVERSİTELERİN METALURJİ, SERAMİK VE MALZEME BÖLÜMLERİ |
||||
Web Tasarım
|
||||
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}